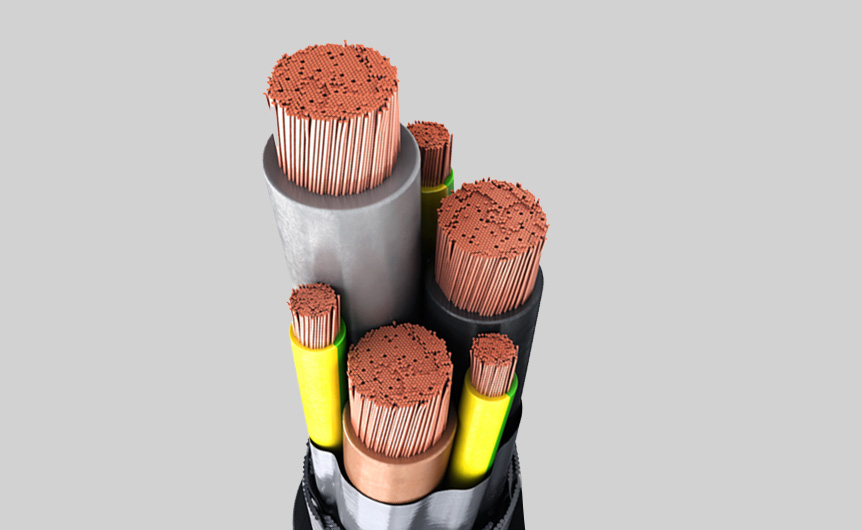


Mineral Insulated Cable
As a premium fire-safe cable solution for critical industrial applications, our Mineral Insulated Cable (MI Cable) is engineered with a unique structure of copper conductors, mineral insulation (magnesium oxide, MgO), and copper sheath. Combining exceptional fire resistance, high-temperature tolerance, and mechanical robustness, this cable delivers reliable power and signal transmission even in extreme environments – making it the ideal choice for industries requiring maximum safety, durability, and long-term performance.